2021.09.04
ワイヤーカットの特徴1
ワクチン接種
9月に入りコロナは収まる状況ではないですね
私自身8月21日に2回目のワクチン接種を終わらせました
36時間後に熱が38.6度が出てしまい、大変苦しみましたが
これも効いていると!ひたすら信じて寝ておりました
私はファイザー製のワクチンを接種いたしました、ニュースでは、ファイザー製の3回目の追加接種(ブースター接種)
がアメリカでは申請されているとの報告がありました、今後は半年に1度ワクチンの接種が常識な世の中になるのかもしれませんね
ワイヤーカットの特徴1(ワイヤーの線径について)

今回は弊社で保有しておりますワイヤー放電加工機の線径についてお話したいと思います
ワイヤーカットはφ0.05mm~φ0.3mm径のワイヤー線に放電しながら導電性の加工物を非接触でカットしていきます
一般的に太い線径φ0.3径には厚いワークの使用が適している(100mm以上のワーク厚み)
φ0.2~φ0.25の線径はそれ以下の厚みに適している(100mm以下のワーク厚み)
φ0.25径のワイヤー線は薄い材料、厚い材料のどちらもにも比較的対応可能ですので使用しているユーザーは多いようです
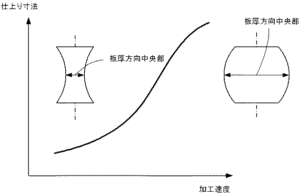
太鼓形状
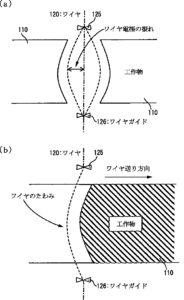
ワイヤーカットは上下ワイヤーガイドにてワイヤー線を保持し加工致します
その結果、上下のガイドの隙間が大きいほどワイヤー線がたわむ傾向があります(いわゆる太鼓形状の現象です)
上下のガイド近くではワークの寸法精度は出ていますが、ワークの中心付近では太鼓状になりやすく凸凹の傾向が出ます
それを対処する方法としては様々な対処方法がありますが、基本的に上下ノズルをワークに密着させる事で加工液のブレが抑えられ太鼓形状を抑えられます
上下のノズルの隙間はワークとの隙間0.1mm程度にすると良いとされています
加工面に凹凸のある加工物や加工面以外に障害物があり密着出来ないワークの場合は加工に影響します
極端にノズルが離れている状態での加工はワイヤー線の断線、精度が出ない、加工速度が遅いなど加工に大きく影響されます
経験値により大きく製品の仕上がりに影響されますワイヤーカット加工
長年ワイヤーカットの作業実績のあります 八千代市 英工業 是非案件お待ちしております